Oil & Gas Industry
Ball Valve Solutions for Industrial Fuel Systems
Valves play a critical role in the oil and gas industry, not only in transporting fuel, but in keeping operators and consumers safe. We understand how crucial it is to ensure that valves in these applications are air tight — even the equivalent of a small drip of liquid media presents a serious safety hazard in a gas application, especially if it goes undetected.
Since 1974, we’ve been in the business of providing durable, cost-effective, leak-tight valve solutions to clients across the oil and gas industry. We perform pre-shipment bubble tests on 100% of our ball valves, so you can feel confident you’re receiving a product with the Gemini quality guarantee.
How Ball Valves Power the Oil & Gas Industry
Ball valves provide durable, air tight shutoff capabilities in both liquid and gas applications, and are an ideal choice for systems that handle hazardous or volatile fuel media.
![]()
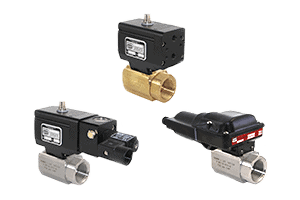
Ideal for controlling the flow of pressurized air, ball valves provide a quick, clean shutoff for compressor systems.
![]()
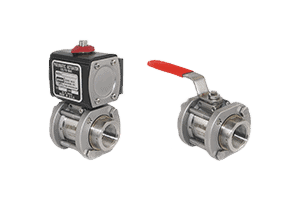
Ball valves enable the isolation of individual fuel tanks and prevent backflow in a tank battery.
![]()
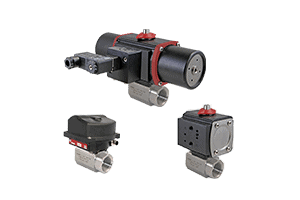
Ball valves are a top choice for large-scale distribution, gathering and intrastate and interstate fuel pipelines.
![]()
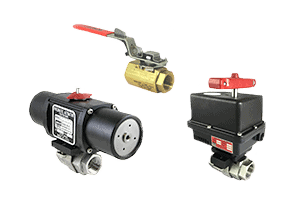
Corrosion-resistant ball valves enable the safe transport, storage and disposal of oil and gas extraction byproducts while keeping contaminants out of fuel reserves.
![]()
Crude oil, refined gasoline, diesel, petrochemicals, cryogenic noble gasses and more can be safely stored in leak-tight isolation tanks equipped with ball valves.
![]()
Ball valves are ideal for controlling high-pressure pumps and ensuring zero leaks during produced saltwater disposal.
![]()
Able to withstand the extreme conditions of an offshore drilling rig, ball valves are well-suited for a range of topside operations.
Oil & Gas Valve Services From Gemini Valve
Gemini Valve offers comprehensive valve solutions for the oil and gas industry. With over 50 years of engineering experience, we manage every stage of valve production in-house — from design to testing. Our factory-direct sales model ensures competitive pricing and superior value. Each valve undergoes meticulous testing before shipment, guaranteeing optimal performance in automotive applications.
Customized for Oil & Gas

Gemini Valve stands out as the go-to provider for ball valve needs in the oil and gas industry due to our:

Swipe more featured products
Engaging with Gemini Valve entails a structured process. Below is a step-by-step guide outlining how we handle each project, from initial consultation to post-delivery support:
Begin with a quote from Gemini Valve for custom valve solutions that meet the needs of your water treatment system.
Request a Custom Quote